



ÇİNKO-NİKEL KAPLAMA
Beklentiler ve Performans:
Çinko kaplama, oldukça uzun yıllardır demir esaslı malzemelerden imal fonksiyonel parçalar üzerine katodik koruma amaçlı kullanılmaktadır. Katodik koruma etkisinin mekanizması incelendikçe çinko kaplamaların alaşımlandırılarak korozyon dayanımında artışlar elde edilmiş ve sırasıyla çinko – kobalt, çinko – demir ve çinko – nikel kaplama türleri geliştirilmiştir. Bu alaşımlı kaplamalar arasında en yüksek korozyon direnci çinko – nikel alaşımlı kaplamalarla elde edilmektedir. Alaşımsız çinko kaplamalara ve diğer alaşımlı çinko kaplamalara göre nötral tuz sprey testinde (ASTM B 117, DIN 50021) çinko nikel alaşımlı kaplamaların korozyon performanslarını tablo 1 de görebilirsiniz.
Sponsorlar






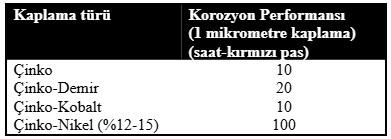
Tablo 1; çinko ve alaşımlı çinko kaplamaların korozyon performansları
Çinko nikel alaşımlı kaplamalar halen sanayide alkali ve asidik karakterli olmak üzere iki farklı elektrolitle kaplanmaktadır. İlk geliştirilen asidik karakterli çinko – nikel alaşımlı kaplama elektrolitleri gerek işlem parametrelerinin dar aralıkta çalışmasından gerekse korozyon direnci dışındaki bazı teknik özelliklerinin (metal dağılımı, süneklik) yetersiz kalmasından dolayı yerini günümüzde alkali karakterli çinko – nikel kaplama elektrolitlerine bırakmıştır. Halen sadece çok özel uygulamalar hariç çinko – nikel alaşımlı kaplamaların büyük bir çoğunluğu alkali karakterli elektrolitler ile yapılmaktadır.
Avrupa Birliğinin ömrünü doldurmuş araçlarla ilgili direktifleri doğrultusunda çinko ve alaşımlı çinko kaplamalar üzerine uygulanan altı değerlikli krom içeren pasivasyon uygulamaları yasaklanmıştır. Alternatif olarak sunulan altı değerlikli krom içermeyen uygulamalarda her ne kadar altı değerlikli uygulamalar kadar beyaz pas korozyon dayanımları elde edilse de altı değerlikli pasivasyon tabakalarının sahip olduğu kendi kendini iyileştirme etkisi maalesef altı değerlikli krom içermeyen pasivasyon tabakalarında geliştirilememiştir. Bu durum özellikle emniyet riski taşıyan otomotiv parçalarında ve motor bloğu yakınlarında bulunan ömrü boyunca nispeten yüksek sıcaklık ortamında çalışan otomotiv parçalarında çinko-nikel alaşımlı kaplamalara doğru bir talep yaratmıştır.
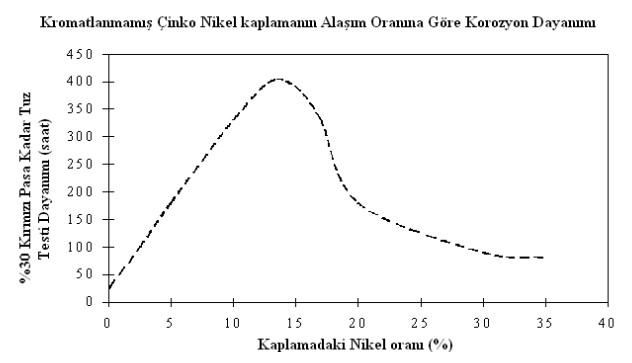
Şekil 1 de 8 mikrometre kromatlamasız çinko nikel alaşımlı kaplamaların içerdiği nikel oranına göre korozyon performanslarını görebilirsiniz.
Alkali çinko nikel alaşımlı kaplama tekniği:
Alkali çinko nikel kaplama elektrolitleri, alkali siyanür içermeyen alaşımsız çinko kaplama elektrolitlerini temel almaktadır. Farklı olarak alkali ortamda çözünürlüğü çok düşük olan (çözünmeyen) nikelin çözünmesi için kompleksan ilavesi ve elektrolitik olarak kaplanan nikelin idamesi için nikel katkısı içermektedir.
Alaşımlı kaplamalar söz konusu olduğunda kimyasal kontrol yöntemlerinin ve tekniğinin önemli olduğu bilinmelidir. Özellikle çinko nikel alaşımlı kaplamalarda nikelin alaşım içerisindeki oranının %15’i geçmesi durumunda katodik koruma etkisi tersine dönerek anodik korozyon etkisine sebep olmaktadır. Diğer bir deyişle alaşım oranını %15’ten yüksek olması kaplanan parçanın beklenenden çok daha kısa bir sürede kırmızı pas görmesine neden olmaktadır. Özellikle kromatlama sonrası çinko nikel alaşımlı kaplamanın yüzeyindeki nikel oranında %0,5 ile %1 arasında artış kaydedilmesinden dolayı beklenen korozyon performansının riske atılmaması için kaplama işleminde hedef alaşım oranının %14 olarak belirlenmesi gerekmektedir.
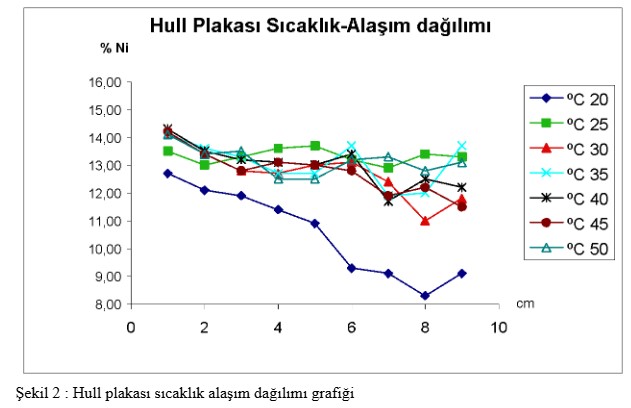
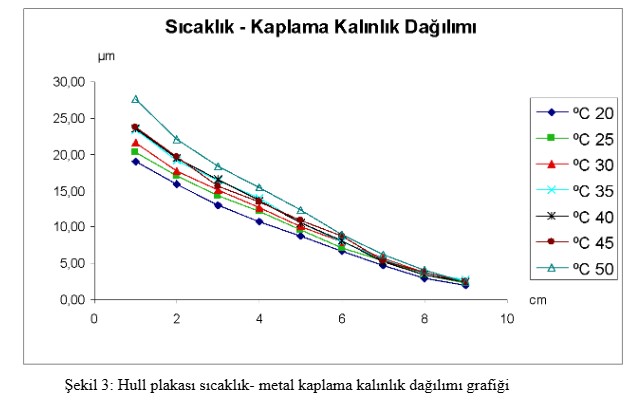
Sürekli olarak seri üretim şartlarında hedef nikel alaşım oranın dar aralığında kaplama yapabilmek için standart volumetrik analiz yöntemlerinin yanında gelişmiş X-ışınımı ile kalınlık ve alaşım oranın analiz eden cihazların kullanılması gerekmektedir. Alaşım oranını etkileyen bir diğer faktör de elektrolit sıcaklığıdır. Her ne kadar elektrolit sıcaklığının yüksek olması alaşım oranını akım yoğunluklarına göre eş dağılımlı hale getirse de (şekil 2) metal kaplama dağılımını kötü yönde etkilemektedir (şekil 3).
Kontrol altında tutulan elektrolit kompozisyonu ve kaplama parametreleri standart üretim için gerekli gözükmektedir. Fakat elektrolitin yaşına bağlı olarak içerisinde birikim gösteren kirlilikler de performans açısından riskler oluşturmaktadır. Bu kirliliklerin başında nikel katkısı ile elektrolite karışan sülfat gelmektedir. Ayrıca kompleksan katkısının elektroliz şartlarında parçalanarak kirlilik oluşturduğu bilinmektedir. Bunlara ilave olarak karbonat oluşumu da katodik akım verimini düşürmektedir.
Tüm bu olumsuz faktörler alkali siyanürsüz çinko-nikel kaplama elektrolitlerinin yaşlandıkça kaplama hızının düşmesine ve çalışma maliyetinin artmasına neden olmaktadır.
Alkali çinko nikel alaşımlı kaplama çalışma ekonomisi:
Katodik akım verimine bağlı olarak çinko-nikel alaşımlı kaplamanın kaplama hızı değişmektedir. Başka açıdan baktığımızda 10.000 Amper.saat çalışma sonucunda göreceli olarak taze elektrolitle yaklaşık 11 parça kaplanırken yaşlı elektrolitle ancak 5,5 parça kaplanabilmektedir. Şekil 3’te farklı alaşım oranlarında alkali çinko – nikel kaplama elektrolitlerinin katodik akım verimine bağlı olarak nikel katkısı harcama miktarlarını bulabilirsiniz.
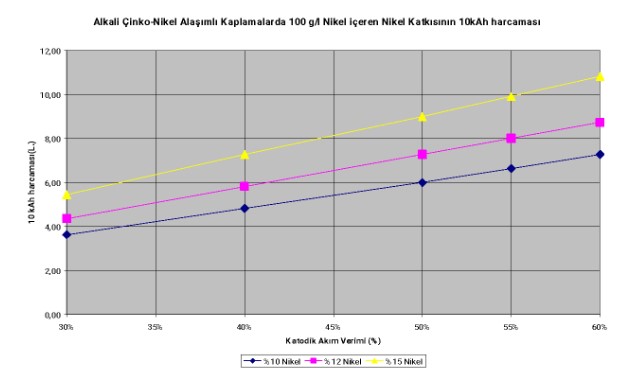
Şekil 3: muhtelif alaşım oranlarında alkali çinko – nikel kaplama elektrolitlerinin katodik akım verimine bağlı olarak nikel katkısı harcama grafiği
Çalışma ekonomisini oluşturmak için elektrolit kompozisyonunda kirlilik oluşturan faktörlerin kontrol altında tutulması mümkündür.
Alkali ortamlarda sodyum sülfatın, potasyum sülfata göre çözünürlüğü çok daha yüksektir. Sodyum hidroksit bazlı alkali çinko-nikel kaplama elektrolitlerinde sülfat zamanla birikme yaparak sorun yaratırken potasyum hidroksit bazlı elektrolitlerde bu sorunun oluşmadığı bilinmektedir. Dolayısıyla potasyum hidroksit bazlı alkali çinko-nikel kaplama elektrolitleri sülfat birikimi açısından çok daha avantajlıdır. Bir diğer husus da karbonatlaşmadır. Sodyum hidroksit bazlı elektrolitlerde, elektrolit dondurularak karbonat çözünürlüğü düşürülmekte ve çökelti olarak çözeltiden uzaklaştırılmaktadır. Bu işlem için dekarbonizasyon ünitesi gerekmektedir.
Potasyum hidroksit bazlı elektrolitlerde de karbonat oluşmaktadır fakat karbonat oluşumu dış taşınmaya bağlı olarak çok nadiren yüksek olan üst limite yaklaşmaktadır. Potasyum hidroksit bazlı alkali çinko-nikel ve çinko kaplama elektrolitlerinde potasyum karbonat kaynaklı katodik akım verimi düşme sorununa henüz rastlanmamıştır. Çalışma ekonomisi anlamında soydum hidroksit ile potasyum hidroksit arasında belirgin bir maliyet farkı mevcut olsa da potasyum hidroksit bazlı elektrolitlerin hücre voltajının sodyum hidroksitli elektrolitlerin hücre voltajına göre 0,5 ile 1,5 volt arasında daha az olması bu farkı kapatmaktadır.
Sonuç;
Alkali karakterli çinko nikel kaplama pazarı sadece Türkiye’de değil tüm dünyada genişlemeye devam etmektedir. Bu gelişmede, potasyum hidroksit bazlı kaplama elektrolitleri özel geliştirilmiş yardımcı kimyasalları ile teknik ve ekonomik avantajlar sunarak bir adım öndedir.
Ferit SATICIOĞLU – DEDE KİMYA











