Eloksal nedir?
Prof.Dr. / Doç.Dr. Ekrem ALTUNCU
SAKARYA UYGULAMALI BİLİMLER ÜNİVERSİTESİ
Eloksallama, 20. yüzyılda geliştirilen ve alüminyum alaşımları yüzeyinde koruyucu bir alüminyum oksit kaplama oluşturan basit bir elektrokimyasal işlemdir.
Sponsorlar






Eloksal kaplamanın amacı
Alüminyum, açık atmosfere maruz kaldığında yapısal bütünlüğünü koruyacak şekilde korozyona yeterince direnmesine rağmen, görünümünü bozan yüzeysel korozyon meydana gelebilir. Eloksal kaplamanın amacı, alüminyumu her türlü korozyondan koruyan ve uzun yıllar ilk görünümünü koruyan inert bir yüzey sağlayan optimumu kalınlıkta bir alüminyum oksit yüzey tabakası üretmektir. Alüminyum alaşımları, korozyona ve aşınmaya (aşınma ve erozyon) karşı direnci artırmak ve ayrıca renklendirmeye, daha iyi yağlama sağlamak veya daha iyi yapışmaya izin vermek için anodizasyon (eloksal) işlemine tabi tutulur. Anodik oksit tabaka elektriksel açıdan iletken değildir.
Ön Yüzey İşlem
Anodize kaplama şeffaftır, böylece alttaki metalin görünümü görülebilir. Böylece eloksallanmış yüzey alüminyumun doğal görünümü ile uyumludur. Sonuç olarak, eloksallamadan önceki ön yüzey işlemler, nihai eloksallı ürünün görsel çekiciliğini belirlediği için çok önemlidir. Alüminyum yüzeyleri, bilyeli kumlama, perdahlama, parlatma ve aşındırma dahil olmak üzere çeşitli mekanik ve kimyasal yöntemlerden herhangi biri ile ön yüzey işlemlere tabi tutulabilir. Sodyum hidroksit bazlı bir solüsyonda aşındırma genellikle saten mat, metalik bir yüzey elde etmek için kullanılır.
Eloksal işlemi
Bu yüzey işleme anodizasyon denir, çünkü işlenecek parça bir elektrik devresinin anot elektrotunu oluşturur. Yüzeyde oluşturulan bir alüminyum oksit kaplama, alüminyumun daldırıldığı bir asit elektrolit banyosundan bir elektrik akımı geçirilerek alüminyum yüzeyinden büyütülür.
1. Oksit tabakası
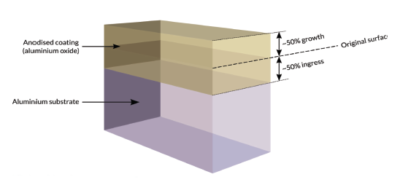
Anodik film tabakasının kendisi, çok ince bir oksit tabakasının sürekli oluşumu ve çözünmesiyle alüminyum/ alüminyum oksit arayüzünde büyür; bu tabaka bir bariyer tabakasıdır ve kalınlığı
işlem voltajının bir fonksiyonudur. Kaplamanın geri kalanını oluşturan bu bariyer tabakasının üzerinde daha kalın, gözenekli bir tabaka oluşur. Kalınlığı devreden geçen elektrik miktarına
bağlıdır.
Anodik kaplama altlık metalin ayrılmaz bir parçasıdır ve soyulamaz veya pul pul dökülemez. Kaplamanın yapısı, bir tıkama işlemi sırasında inert bir malzeme ile doldurulan çok sayıda çok küçük gözeneklerden oluşur. Pratik deneyimler ve hava koşullarına dayanıklılık testleri, atmosfere maruz kalan anodize alüminyumun hizmet ömrünün kaplamanın kalınlığına bağlı olduğunu göstermiştir. Karşılaştırıldığında, bu tür uygulamalarda kullanılan alaşımın etkisi ihmal edilebilir düzeydedir. Enel olarak dış mekan uygulamaları için 10 ila 30 mikrometre film kalınlıkları kullanılmaktadır.
 2. Renklendirme
2. Renklendirme
Anodik filmler, renklendiricileri alabilen kalın gözenekli kaplamalarla veya yansıyan ışığa girişim efektleri ekleyen ince şeffaf kaplamalarla bir dizi dekoratif efekt için kullanılabilir. Alüminyum üzerinde sülfürik asit gibi en yaygın anodizasyon işlemleri, boyaları kolayca kabul edebilen gözenekli bir yüzey üretir. Üretilen renkler, temel alaşıma göre değişme eğilimindedir. Ancak, bazı alaşımlarda daha açık renklerin üretilmesi zor olabilir.Bazı organik boyalar, anodik filmlere emildiğinde kabul edilebilir UV direncine sahiptir. Alternatif olarak, tamamen ışığa dayanıklı renkler
sağlamak için metal (genellikle kalay), anodik kaplamanın gözeneklerinin tabanında elektrolitik olarak biriktirilebilir. Renkler, ışık saçılması ve soğurulması ile üretilir ve soluk şampanyadan siyaha kadar değişir.Bronz gölgeler genellikle mimari kullanım için kullanılır. Gri ve gri/mavi renkler de bu teknoloji kullanılarak üretilebilir.Alternatif olarak, renk filmin ayrılmaz bir parçası olarak üretilebilir. Bu, eloksal işlemi sırasında sülfürik elektrolit ve genellikle özel alaşımlarla karıştırılmış organik asitler kullanılarak yapılır.
3-Tıkayıcı
Asidik anodizasyon çözümleri, eloksal kaplamada gözenekler oluşturur. Bu gözenekler renklendiricileri içeride tutabilir ve genellikle dış hava koşulları sırasında kaplamanın kozmetik bozulmasını önlemek ve herhangi bir renklendiricinin kaybını önlemek için tıkanır. Kaynayan sıcak deiyonize su veya buhara uzun süre daldırma, gözeneklerin hidratlı alüminyum oksitle doldurulduğu en basit tıkama işlemidir. Gözeneklerin oda sıcaklığındaki bir banyoda genellikle nikel hidroksit olmak üzere bir dolgu macununun emprenye edilmesiyle kapatıldığı soğuk tıkama işlemi, enerji tasarrufu nedeniyle popülerdir.
Eloksallamanın Avantajları
Birçok metal, korozyon dahil olmak üzere oksidasyon işlemleriyle yapısal olarak zayıflar, ancak alüminyum değil.Eloksal işlemi ile alüminyum aslında daha dayanıklı hale getirmektedir. Oksitlenmiş alüminyum yüzeyde orijinal alüminyumun yerini alırken bir oksit kaplama tabakası oluşturur. Sonuç olarak, alüminyum yüzeyinde son derece sert ve aşınmaya dayanıklı bir tabaka
oluşur. Alüminyum üzerindeki eloksal kaplamalar, doğru eloksal işlemi ile neredeyse elmas kadar sert yapılabilir.

Eloksallı Alüminyum Uygulamaları
Eloksallı alüminyum, dayanıklılığı nedeniyle yalnızca mimari uygulamalarda değil, aynı zamanda bir dizi başka uygulamada da kullanılmaktadır. Otomobil endüstrisinde bu kaplamalar, jantlarda, tavan çubukları ve açıkta kalan birçok alüminyum esaslı parçalar için koruyucu mahfazalar için güvenle kullanılabilir. Mobilya tasarımcıları genellikle dış mekan parçaları için çerçeve olarak anodize alüminyum ve ayrıca lambalar ve diğer dekoratif öğeler için temel metal kullanılırlar.Modern ev aletleri ve bilgisayar sistemleri, koruyucu gövdelerinde anodize alüminyum kullanabilir.Anodik film yarı saydam olmasına rağmen, dış yüzeyinden gelen ışığın bir kısmını yansıtır.Metalin yüzeyinden ve filmin yüzeyinden gelen çift yansıma, malzemeye özellikle tasarımcılar için çekici olan “canlı” bir görünüm verir.Eloksallı alüminyum, iletken olmadığı için tüm uygulamalar için uygun olmayabilir.
Eloksallama ve Tarihsel Gelişimi
Eloksallama, endüstriyel ölçekte ilk kez 1923’te kullanıldı ve kromik asit bazlı bir işlemdi. Kromik asit anodizasyon, günümüzde hala özel uygulamalarda kullanılmaktadır (örneğin, havacılık için yüksek mukavemetli alüminyum alaşımları). Bu işlemin varyasyonları kısa sürede gelişti ve ilk sülfürik asit anodizasyon işleminin patenti 1927’de alındı. Sülfürik asit kısa sürede en yaygın eloksal elektroliti haline geldi ve olmaya devam ediyor. Bu uygulama günümüzde yüksek teknoloji aletlerden, ağır hizmet tipi siyah boyalı parçalardan ucuz nesnelere kadar çok amaçlı kullanılmaktadır. Aynı zamanda, öncelikle alüminyum pencere çerçevelerini vb. dış etkilerden korumak için mimari eloksallamada da bu proses yaygın kullanım alanına sahiptir. Bu tabakaların doğal rengi açık gridir; diğer renkler, filme renklendiriciler eklenerek elde edilir. Eloksallı alüminyum ilk olarak 1930’larda mimari uygulamalarda kullanıldı; Bu binalardan bazıları hala ayakta ve uygun temizliğin yapıldığı yerlerde eloksallı alüminyum yeni gibi görünüyor.
Oksalik asit anodizasyon ilk olarak 1923’te Japonya’da patentlendi ve daha sonra özellikle mimari uygulamalar için Almanya’da yaygın olarak kullanıldı.Fosforik asit işlemleri, şimdiye kadar yalnızca yapıştırıcılar veya organik boyalar için ön işlemler olarak kullanılan en son büyük gelişmedir. Bu işlemlerin çok çeşitli tescilli ve giderek daha karmaşık varyasyonları endüstri tarafından geliştirilmeye devam ediyor. Eloksal işlemi, alüminyum oksidin çözünmediği borat veya tartarat banyolarında da yapılabilir. Bu işlemlerde, parça tamamen kaplandığında kaplama büyümesi durur ve kalınlık, uygulanan voltajla doğrusal olarak ilişkilidir. Bu kaplamalar gözeneksizdir ve elektrolitik kondansatörler yapmak için yaygın olarak kullanılır.
Çevresel Etki
Eloksal, daha çevre dostu metal kaplama işlemlerinden biridir. Genel olarak, yan ürünler çok az miktarda ağır metal içerir. En yaygın anodizasyon atıkları, alüminyum hidroksit ve alüminyum sülfat olup geri dönüştürülebilir veya endüstriyel atık su arıtma sistemleri tarafından kullanılabilir.
Anodik Kaplama Özellikleri
ÖNERİLEN ÖZELLİKLER VE KALİTE KONTROL
Alüminyum eloksal endüstrisi, eloksal kaplamaları seçen belirleyiciler için aşağıdaki standartları ve yönergeleri oluşturmuştur:
Adlandırılmış renklerin bireysel yorumlarından dolayı renk eşitsizlikleri ortaya çıkabileceğinden, her eloksal projesi için kesin renk ve görünüm anlayışlarının oluşturulması hayati önem taşır.
Eloksal kaplamanın görünümü, renk derinliğinden daha fazla etkilenir. Diğer faktörler: alaşım, temper, parlaklık, yüzey yapısı ve kullanılan renklendirme sürecini içerir.Eloksal projelerine dahil
edilen alüminyum malzeme ve ürün çeşitliliği, şartnameyi hazırlayan-alıcı ve imalatçı-uygulayıcı arasında proje bazında kabul edilebilir bir aralık üzerinde anlaşmaya varılmasını gerektirir.
Burada atıfta bulunulan çeşitli süreçler, testler ve kalite kontrol sistemleri hakkında ayrıntılı bilgi, AluminiumAssociation (AA), AluminiumAnodizersCouncil (AAC) ve bireysel eloksal işlemi
yapan şirketlerden veya diğer ticari kuruluşlardan alınabilir.
Yüzey İşlem: Açıkta kalan tüm yüzeyler, AAMA 611 standardına uygun olarak mimari eloksal kaplama almalıdır. Yüzey işlem, sülfürik asit veya uygun bir elektrolitik veya daldırmalı inorganik pigmentasyon ile işlem yapılmalıdır. Ortaya çıkan anodize kaplama, sürekli, tamamen sızdırmaz olmalı ve tozlu yüzeylerve lekeler içermemelidir.
Alaşımlar: Tüm alüminyum, belirtilen yüzeyi elde etmek için amaçlanan ve gerekli olan kullanım için üreticiler tarafından tavsiye edilen Alüminyum Birliği alaşımları olmalıdır. AAC Renk Standartları, anodik kaplama kalınlığı, kaplama yoğunluğu ve sızdırmazlık bütünlüğü için özel test prosedürünü detaylandırır. Bu özellikler uygun ASTM B244, ASTM B137, ASTM B680, ISO 2360 veya ISO 321 tarafından kontrol edilebilir.