



Nikel Banyolarında Olası Problemler, Giderme ve Önleme Yöntemleri
Bu makalede; nikel banyolarında karşılaşılan olası problemler üzerinde durulmuştur. Öncelikle bu problemlerin tanımlamaları ve özellikleri belirtilmiştir. Sonrasında bu problemlerin oluşma nedenleri ve giderilmesi için tavsiye edilen yöntemler çalışılmıştır. Makale içerisinde kullanılan veri ve görüntüler, o problemin laboratuar ortamında oluşturulması sonrasında elde edilmiştir. Yüzey görüntülemelerinde Taramalı Elektron Mikroskobu –SEM-, yüzey kompozisyon çalışmalarında Enerji Ayrımlı X-Işın Floresans
Spektrometrisi –XRF-, parça etki incelemelerinde ise Hull Hücre Test Kitleri kullanılmıştır. Anahtar Kelimeler: Nikel; Problemler; Giderilme Yöntemi; XRF; SEM; Hull Hücresi
Sponsorlar







Giriş
Nikel banyoları, piyasada en sık çalışılan kaplama banyolarının başında gelmektedir. Hem uygulamadaki kolaylık hem de nikel metalinin fiziksel ve kimyasal özelliklerinden doğan pozitif neticeler, bu opülerliğin en temel nedenidir. Ancak, nikel banyoları birçok faktörden etkilenebilen ve hassas çalışılması gereken bir banyo olma özelliğini de korumaktadır. Nikel öncesinde ve sonrasında dikkat edilmesi gereken birçok önemli nokta bulunmaktadır. Bu dikkat edilmesi gerekilen noktalarda oluşacak olası sorunlar, nikel banyosunun karakterini hemen etkileyecek ve dekoratif görüntü bozulacaktır. Bozulan çoğu zaman sadece dekoratif görüntü değil, bunun yanında birçok fiziksel özelliklerde de sorunlar oluşabilmektedir. Kaplanan parçanın korozyon direnci, parçanın esnekliği ve işlenebilirliği vb. bu tür sorunların başında gelir. Bu makalede bu sorunlar üzerinde durulmuştur. Nikel banyolarındaki olası problemler 7 ana başlık altında toplanabilmektedir.
- Zayıf Parlaklık / Matlık
- Zayıf Girişkenlik
- Sertlik
- Sökülme / Atma
- Yüzey Pürüzlülüğü
- Karıncalanma
- Yanma
Öncelikle bu 7 maddenin tanımlamaları ve özellikleri belirtilmiştir. Sonrasında bu problemin oluşmasına neden olan muhtemel etkenler üzerinde durulmuştur. Sonrasında da bu problemin nasıl çözülebileceği ve oluşmasını engellemek için alınması gereken çeşitli önlemler belirtilmiştir. Problemlerin incelenmesinde, Taramalı Elektron Mikroskobu – SEM -, Enerji Ayrımlı X-Işın Floresans Spektrometrisi ve Hull Hücre Kitleri kullanılmıştır.
2.Sökülme/Atma
2.1. Tanım
Nikel banyolarında en sık karşılaşılan problemlerin başında Sökülme/Atma sorunu gelmektedir. Kaplanmak istenen parçanın tüm yüzeyinde oluşan sorunlar nedeniyle, kaplama yüzeye tam olarak yapışmaz. Bir süre sonra oluşan kaplama belli bölgelerden ve/veya yüzeyden tamamen sökülür. Özellikle; kaplanan parça kaplama sonrasında belli işlemlerden geçiyorsa (eğilme, bükülme vb.) bu sorun çok daha net bir şekilde kendini gösterecektir. Bu sorun, kaplama atölyeleri için çok ciddi bir sorundur. Kaplamanın sağlıklı bir şekilde parça yüzeyine yapışabilmesi için dikkat edilecek birçok unsur vardır. Bu noktalara da daha dikkatli ve daha özenli olunması bu tarz sorunların giderilmesinde çok büyük yarar sağlayacaktır. Diğer bütün sorunlarda olduğu gibi bu problem için de para ve zaman kaybetmemek için potansiyel tehlikelerin önceden belirlenip, gerekli önlemlerin alınması gerekmektedir.
2.2. Oluşma Nedenleri
2.2.1. Aşırı Temizleme
Temizleme banyolarındaki sorunlar, Sökülme/ Atma’nın en temel nedenleri olarak görülmektedir. Eğer bir parçada kaplama sökülüyorsa, öncelikle Yağ Alma/Temizleme banyoları gözden geçirilmelidir. Temizleme banyolarının hem zayıflığı hem de aşırısı sökülmeye neden olabilmektedir. Laboratuvar ortamında gerçekleştirilen deneyler, zayıf temizleme şartlarında olduğu kadar olmasa da aşırı temizlemenin gerçekleştirildiği parçalarda da sökülme, sertlik vb. sorunlar gözlenmektedir.
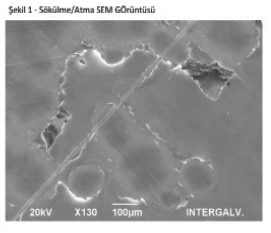
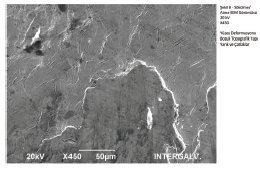
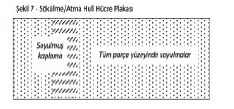
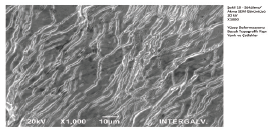
2.2.1.1. Özellikleri
Tüm yüzeyde hem yüzey yapısında hem de topografik yapıda ciddi bozunmalar görülmektedir. Şekil 1 ve 2’de bu bozunmaların SEM görüntüleri verilmiştir. Şekil 3’te diğer görüntülere paralel etkiler gösteren Hull Hücre Plakası özetlenmiştir.
2.2.1.2. Giderilmesi ve Önlenmesi
Temizleme banyolarının azlığı gibi aşırısı da sorun teşkil etmektedir. Kaplamayı oluşturan tüm işlemlerin belli bir sinerji içerisinde çalıştığı unutulmamalıdır. Bu işlemleri bir zincir olarak düşünürsek, bu zinciri oluşturan tüm halkaların belli bir sağlamlıkta ve dengede olması o zincirin ne kadar kuvvetli ve dengeli olduğunun da işareti olacaktır. Temizleme banyolarının rutin kontrollerinin yapılmasıyla bu tür sorunun önüne geçilmesi mümkündür. Bunun için bir takip çizelgesi oluşturulmasının büyük faydası olacaktır.
2.2.2. Zayıf Temizleme
Nikel banyolarında oluşan Sökülme/Atma sorununun en temel nedenlerinden biri temizleme banyolarında oluşan olası zayıflıklardır. Bu banyolarda oluşan herhangi bir eksiklik veya aşırılık, ilerleyen aşamalarda ciddi sorunlar için her zaman potansiyel tehlike oluşturabilmektedir.
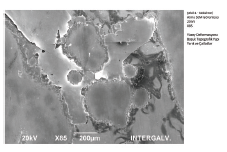
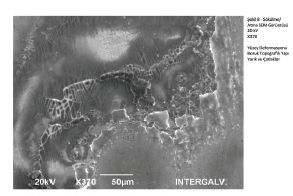
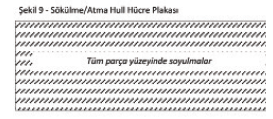
2.2.2.1. Özellikleri
Sökülme/Atma problemi karakteristik olarak çok benzer etkiler göstermektedir. Temel olarak, yüzeyde çok ciddi bir deformasyon görülmektedir. Yarık ve çatlaklar, atmanın olduğu bölgelerde oldukça yoğunlaşmakta; atmanın henüz gerçekleşmediği alanlarda ise topografik olarak yükselme gerçekleşmektedir. Bunun neticesinde eğer parçaya herhangi bir başka işlem uygulandığında, bu bölgelerde de atmalar oluşarak yapı tamamen bozulacaktır. Şekil 4’te verilen SEM Görüntüsü’nde de bu bozulmalar çok net bir şekilde görülebilmektedir. Şekil 5’te ise Hull Hücre Plakası’nın görüntüsü verilmiştir. Aynı soyu olma orada da kendini göstermektedir.
2.2.2.2. Giderilmesi ve Önlenmesi
Temizleme banyolarının, rutin kontrolü sürekli olarak yapılmalıdır. Yapılan bu kontroller sonrasında temizlemede herhangi bir eksiklik tespit edildiğinde, derhal banyo belirtilen şartlarda tamamlanmalıdır. Böylelikle temizleme banyosunun eskimesinden oluşacak zararlar engellenmiş olacaktır. Temizleme banyolarının kontrolü için kullanıcıların kendi yöntemlerini geliştirmeleri mümkündür. Bu amaçla, temizleme banyoları için haftalık veya aylık bakım planlarının oluşturulması ve personellerden birinin bu bakımları kontrol ve takip etmesi için görevlendirilmesi çok iyi bir çözüm olmaktadır.
2.2.3. Krom İçeriği
Dekoratif Nikel banyolarının krom metaline toleransı birçok etkene bağlıdır (pH, sıcaklık vs.) ancak yine de bu tolerans oldukça düşüktür. Bu nedenle düşük krom konsantrasyonları (10-40ppm) bile parça yüzeyinde bozunmalara neden olabilmektedir.
2.2.3.1. Özellikleri
Krom içeriğinin neden olduğu Sökülme/Atma, diğer Sökülme/Atma etkilerinden daha dramatik etkiler göstermektedir. Kaplama tamamıyla kaybolmakta ve yüzeyde çok ciddi bir deformasyona uğramaktadır. Laboratuvar şartlarında elde edilen plakanın tüm yüzeyi kaplamadan soyulmuş bir plaka vermektedir. Şekil 7’de elde edilen plakanın görüntüsü özetlenmiştir. Şekilde gösterilen bölgedeki kaplama da elle soyularak çıkabilecek kadar zayıf bir yapışma göstermektedir. Bu nedenle o bölgelerde de kaplama yokmuş gibi değerlendirmek daha doğru olacaktır.
2.2.3.2. Giderilmesi ve Önlenmesi
Öncelikle banyo numunesinden, konusunda uzman bir laboratuvara numune verilmesi gerekmektedir. Bu numunenin analiz edilmesi sonrasında banyodaki krom konsantrasyonun tespit edilmiş olması önemlidir. Kromun banyodan temizlenmesi için geliştirilmiş prosesler mevcuttur. Bu proseslerin, banyodaki krom konsantrasyonuna uygun bir şekilde modifiye edilerek kullanıcıya verilmesi gerekmektedir.
2.2.4. Temel Metal Yüzeyin Pasifleşmesi
Kaplamanın gerçekleşmesi için öncelikle parça yüzeyinin kaplanacak metal için aktif bir durumda olması gerekmektedir. Bu kaplamanın en temel noktalarından biridir. Eğer yüzey kaplanacak metal için aktif bir durumda değilse, şartlar ne olursa olsun kaplama istenilen şekilde erçekleşmemektedir.
2.2.4.1. Özellikleri
Daha önceki bölümlerde de değinildiği gibi Sökülme/Atma sorunu çok benzer etkiler göstermektedir. Yüzeydeki deformasyon, kaplamanın sökülmüş olmasının neticesinde çok ciddi boyutlara yükselmektedir.
2.2.4.2. Giderilmesi ve Önlenmesi
Pasifleşmenin en temel nedeni, yüzeyde oluşan pasif tabakadır. Bu tabakanın yüzeyden sökülmesi ve tekrar aktifleştirilmesi gerekmektedir. Temel metal yüzeyinin pasifleşmesi sorunu, birçok kaplamacının gün içerisinde karşılaştığı spontane bir sorundur. Parçanın aktifleştirilmesi için seyreltik asitli sudan geçirilmesi yeterli olacaktır. Böylelikle yüzeyde oluşan pasif tabaka ortamdan alınarak yüzey tekrar aktif bir duruma geçirilmiş olacaktır. Asitli suyun da belli sürelerde kontrol edilip yenilenmesi gerekmektedir. Kirlenmiş asitli daldırma da Sökülme/Atma’ya neden olabilmektedir.
2.2.5. Akımın Kesilmesi
Akımın kesilmesi sonucu kaplama nikel üzeri nikel kaplama prosesine dönüşebilmektedir. Bu durum da önceki bölümde belirtilen pasifleşme sorunun yaşanabilmektedir. Kaplama atölyesindeki kullanılan elektrik tesisatı kaplamanın karakterinden maliyet hesaplamalarına kadar sayısız parametre için bir referans olduğundan, düzenli bir şekilde kontrol edilmesi ve gözden geçirilmesinin ciddi bir faydası olacaktır. Böylelikle olası sorunların neden olduğu problemler minimum seviyelere gerilemiş olacaktır.
2.2.5.1. Özellikleri
Yüzeydeki deformasyon bu parametrede de kendini oldukça etkin bir şekilde göstermektedir. Şekil 10’da SEM Görüntüsü’nün, Şekil 11’de ise Hull Hücre Plaka Özeti’nin incelenmesi deformasyonların görülmesi için yeterlidir. Diğer etkenlerin ender olduğu bozunmalara paralel olarak tüm yüzeydeki kaplama yapışmamakta ve rahatlıkla sökülebilmektedir.
2.2.5.2. Giderilmesi ve Önlenmesi
Elektrik tesisatında yaşanması olası tüm sorunlar, kaplamanın karakteri için çok önemlidir. Sonuçta elektrik döngüsünün sağlıklı bir şekilde tamamlanması gerekmektedir. Banyonun elektrik döngüsünün gözden geçirilmesinin faydası olacaktır. Parçalara değen uçların temizlenmesi ve belli periyotlarda kontrol edilmesi gerekmektedir. Banyoların elektrik tesisatının denetlenmesi ve tespit edilen eksikliklerin giderilmesi bu tür sorunların giderilmesinde etkilidir. Banyonun dış iletkenliğinin kontrolü, istenmeyen elektrik kesintilerini kontrol altına alınmasını sağlayacaktır.











